








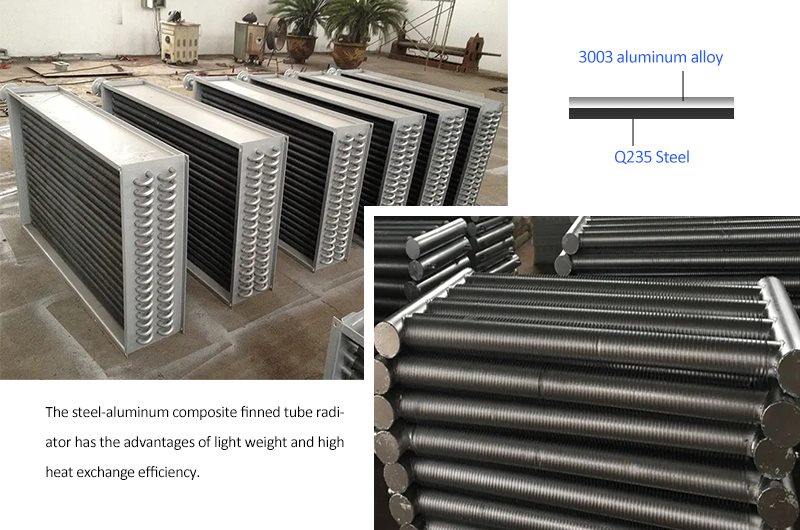
Stahl-Aluminium-Verbundrippenrohr für Heizkörper hat die Vorteile von geringem Gewicht und hoher Wärmeaustauscheffizienz und ist weit verbreitet in der Chemie, Automobil, Luftfahrt, Petrochemie, Energie, Medizin, Metallurgie und anderen Bereichen verwendet. Diese Art von Wärmetauscher verwendet hauptsächlich die Löttechnologie von Stahl-Aluminium-Verbundplatte und Aluminiumlamelle...
Stahl-Aluminium-Verbundrippenrohr für Heizkörper hat die Vorteile von geringem Gewicht und hoher Wärmeaustauscheffizienz und ist weit verbreitet in der Chemie, Automobil, Luftfahrt, Petrochemie, Energie, Medizin, Metallurgie und anderen Bereichen verwendet. Diese Art von Wärmetauscher verwendet hauptsächlich die Löttechnologie von Stahl-Aluminium-Verbundplatte und Aluminiumflosse. Wir untersuchen die Lötverbindung von 3003 Aluminiumlegierung und Q235 Stahl, 3003 Aluminiumlegierungsplatte und Q235 Stahlplatte mit lichtbogengespritztem Aluminium und den damit verbundenen Prozess des Kontaktreaktionslötens von 3003 Aluminiumlegierung und 1Cr18Ni9Ti Edelstahl:
(1) Mit dem Zn90A14Ag5Ce-Lot zum Verbinden von Q235-Stahl und 3003-Aluminiumlegierung bei 520 ° C erhöht sich die Scherfestigkeit nach dem Anschließen zuerst und nimmt dann mit der Verlängerung der Haltezeit ab. Wenn die Haltezeit 5 Minuten beträgt, kann der Maximalwert erreicht werden. Der Scherfestigkeitswert kann 17,6 MPa erreichen; Wenn das Zn90Al4Ag5Ce Lötzusatzmetall für die Lötverbindung von Aluminium und Stahl unterschiedlichen Metallen verwendet wird, hat es eine gute gegenseitige Löslichkeit mit dem Grundmetall auf beiden Seiten und kann als Lötzusatzmetall für Aluminium / Stahl abweichende Metalle verwendet werden; An der Klebegrenzfläche zwischen Q235-Stahl und der Zwischenschweißzone wird aufgrund der starken Affinität von Ag-Atomen und Al-Atomen die Diffusionsrate von Al-Atomen zur Stahlseite verlangsamt und die Wachstumsrate der schädlichen Sprödphasen-Zink-Aluminium-Feststofflösung verlangsamt, was für das Löten von Vorteil ist. Die mechanischen Eigenschaften der Schweißverbindung werden verbessert; An der Grenzfläche zwischen dem Aluminium und der Zwischenschweißzone weisen die Al-Atome auf beiden Seiten der Region aufgrund der zinkreichen Zink-Silber-Feststofflösung – grau-weiß-bandartiger Bereich einen großen Konzentrationsgradienten auf, was zeigt, dass die Zink-Silber-Feststofflösung eine hemmende Wirkung hat. Die Fähigkeit von Al-Atomen, in Richtung der Stahlseite zu diffundieren.
(2) Unter Verwendung des Lötens von Sn90Ag5Ti5-Zusatzwerkstoff bei 260 °C während ultraschallunterstützter Vibration wurde die Verbindung zwischen Q235-Stahl und 3003-Aluminiumlegierung durch Lichtbogenspritzen realisiert. Die Scherfestigkeit nach dem Anschluss nahm zunächst zu und blieb dann mit der Verlängerung der Ultraschallschwingungszeit unverändert. Wenn die Vibrationszeit 40s beträgt, kann der maximale Scherfestigkeitswert erreicht werden, der 14,3 MPa erreichen kann. Die Hauptfunktion des ultraschallgestützten Schweißens besteht darin, den Oberflächenoxidfilm zu entfernen, die Benetzbarkeit des Löts zu verbessern und das flüssige Lot auf die Aluminiumbeschichtung zu fördern. Das Eindringen des Lochteils vergrößert die Klebefläche des Löts und der Aluminiumbeschichtung, was sich positiv auf die Verbesserung der Schweißnahtfestigkeit auswirkt. Ohne Ultraschallunterstützung kann die Verbindung zwischen den beiden nicht erreicht werden; Aufgrund der niedrigen Löttemperatur ist die Diffusion des lötbaren Zusatzwerkstoffs und des Metalls auf beiden Seiten nicht offensichtlich. Während des Lötprozesses gibt es eine geringe Menge an Oxidation in der Schweißzone.






