







Einführung von Kupfer-Aluminium-LötenSowohl Kupfer als auch Aluminium werden zur Herstellung elektrischer Leiter verwendet, und die Dichte von Aluminium beträgt ein Drittel der von Kupfer. Daher können Aluminium- und Kupferformverbinder die Kosten senken, die Qualität mechanischer Komponenten verringern und ihre jeweiligen Vorteile ausspielen....
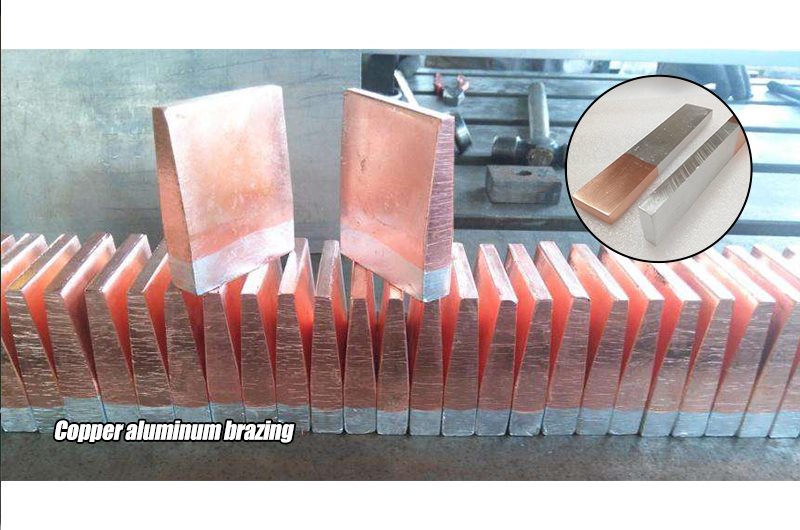
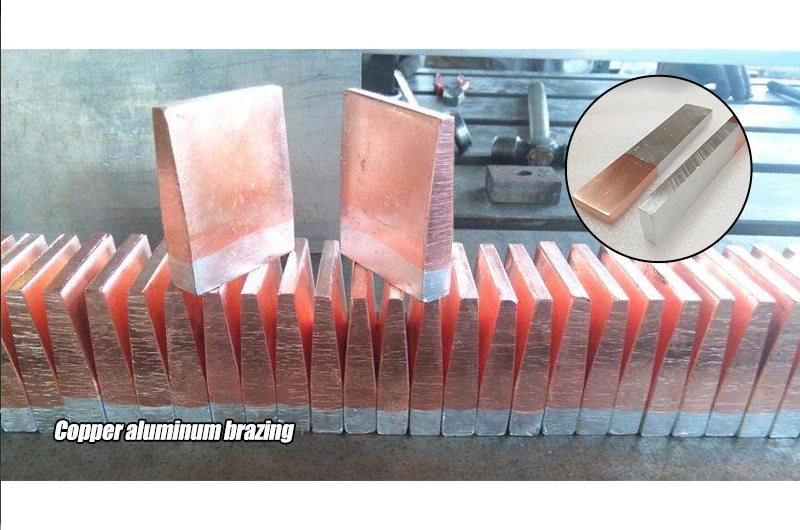
Einführung des Kupfer-Aluminium-Lötens
Sowohl Kupfer als auch Aluminium werden zur Herstellung elektrischer Leiter verwendet, und die Dichte von Aluminium beträgt ein Drittel der von Kupfer. Daher können Aluminium- und Kupferformverbinder die Kosten senken, die Qualität mechanischer Komponenten verringern und ihre jeweiligen Vorteile ausspielen.
Die Methode des Kupfer-Aluminium-Lötens
- Schweißverfahren: Lötverfahren, Sauerstoff-Propan (Erdgas), Sauerstoff-Acetylen, Erdölverflüssigtes Gasflammlöten.
- Schweißwerkzeuge: Gasflaschen mit Flüssiggas, Lötbrenner.
- Schweißvorbehandlung
(1) Schweißen von Kupfer- und Aluminiumrohren
- Verbindungsdesign: Der einseitige Spalt der Verbindung sollte bei 0,08 ~ 0,2 mm kontrolliert werden, und die Länge der Schweißnaht beträgt im Allgemeinen nicht mehr als 30 mm.
- Oberflächenbehandlung: Verwenden Sie Laugen- oder Metallreinigungslösung, um das Öl und andere Verunreinigungen im gemeinsamen Schweißbereich zu reinigen, und verwenden Sie dann einen Abstreifer (oder grobes Schleifpapier oder Kupferbürste oder Drahtbürste), um die Isolationsschicht auf der Oberfläche des gemeinsamen Schweißbereichs abzukratzen .
Hinweis: Es kann nicht poliert werden, da das Lot durch Kapillarwirkung geschweißt wird und nach dem Polieren nicht schweißbar ist.
(2) Schweißen von Kupferstangen und Aluminiumstäben (oder Kupferdraht und Aluminiumdraht):
Verwenden Sie Laugen- oder Metallreinigungslösung, um das Öl und andere Verunreinigungen aus dem Schweißbereich zu entfernen, und verwenden Sie dann eine Kupferbürste (oder Drahtbürste oder Schaber oder grobes Schleifpapier), um die Isolationsschicht auf der Oberfläche des Fugenschweißbereichs abzukratzen.
Hinweis: Es kann nicht poliert werden, da das Lot durch Kapillarwirkung geschweißt wird und nach dem Polieren nicht schweißbar ist.
- Flammenkontrolle und Heizung
(1) Auswahl der Werkzeuge
Es ist bevorzugt, einen gleichmäßig beheizten Schweißbrenner mit luftunterstützter Verbrennung zu verwenden (der Schweißbrenner ist mit einem Luftstromregelventil und einer rotierenden Vorrichtung ausgestattet, die Flamme wird durch die Schweißspitze gedreht und die Flamme gleichmäßig gesprüht. Dieser Schweißbrenner wird von unserer Firma verkauft), und die reduzierende Flamme (Erdgas, Öl) ist bevorzugte Flüssiggasverbrennungsflamme).
(2) Erhitzungsmethode:
Die Flamme sollte weich sein und den Schweißbereich vollständig bedecken. Die Flamme sollte nach oben und unten und links und rechts mit dem Verbindungsbereich als Mitte bewegt werden, so dass der Verbindungsbereich gleichmäßig erwärmt wird (wenn verschiedene Metalle verbunden sind, sollte mehr Metall mit guter Wärmeleitfähigkeit erwärmt werden. Wenn beispielsweise Kupfer und Aluminium geschweißt werden, sollten mehr Kupferteile erhitzt werden, um die Verbindung sicherzustellen. Bauteiltemperatur).
(3) Fülldrahtmethode:
beim Heizen. Der Fülldraht kann das Werkstück im Verbindungsbereich berühren (die Temperatur des Werkstücks schmilzt den Draht und der Schweißeffekt ist besser). Wenn festgestellt wird, dass der Draht geschmolzen werden kann, sollte der Draht sofort zugeführt werden, und die Erwärmung sollte gestoppt werden, um ein Überbrennen und eine Beschädigung des Grundmetalls zu vermeiden. Führen Sie den Schweißdraht zu, bis das geschmolzene Lot die Schweißnaht füllt (da das geschmolzene Lot durch Kapillarwirkung in die Schweißnaht eindringt, hören Sie auf, den Schweißdraht zuzuführen, wenn es visuell gesehen wird, dass die Schweißnaht mit Lot gefüllt ist. vermeiden Sie unnötigen Abfall).
(4) Kühlmethode:
Entfernen Sie den Brenner nach dem Schweißen, damit er natürlich abkühlen kann.
Hinweis: Vermeiden Sie beim Schweißen die Flamme, die auf einen bestimmten Punkt abzielt, für eine lange Zeit und die Schweißtemperatur sollte 630 ° C nicht überschreiten, um ein Verbrennen des Grundmetalls zu vermeiden.
Sicherheitswarnung: Lötarbeiten sollten Schutzkleidung, Schutzhandschuhe und Schutzbrille (oder Gesichtsschutz) tragen, sich vor flüssigem Flussmittel hüten, das auf die Haut spritzt und Verbrennungen verursacht.
- Nach der Schweißbehandlung:
Nach dem Abkühlen ist keine weitere Behandlung erforderlich, der Flussmittelrückstand ist sichtbar, aber nicht korrosiv, nimmt keine Feuchtigkeit auf und haftet fest. Falls erforderlich, wird empfohlen, physikalische Methoden zum Entfernen zu verwenden, z. B. die Verwendung einer Metallbürste zum Entfernen nach dem Einweichen (wenn ein kleiner Grat vorhanden ist, kann er mit feinem Schleifpapier poliert werden).






